Hard Hat
An industrial hard hat is a helmet worn to protect the head of a worker from falls or from impacts by sharp or blunt objects. Typical users include construction laborers, repairmen, and warehouse workers.
Background
Although 20 million Americans wear hard hats while working, approximately 120,000 on-the-job head injuries occur each year, and nearly 1,500 of them are fatal. Worn properly, a hard hat provides two types of protection. Its hard shell resists penetration by sharp objects. And its suspension system lessens the consequences of a localized blow by distributing the force over a broader area. The most common type of suspension system, a network of straps connected to a headband attached to the helmet, holds the shell at least 1.25 in (3 cm) away from the wearer's head.
In 1997, the American National Standards Institute (ANSI) revised its performance standards for hard hats. Although conformance to the standards is voluntary, most manufacturers choose to comply so they can label their products as providing a certain class of protection. Under the 1997 standards, Type I hard hats provide specified levels of protection from impact and penetration to the top of the head; Type HI hard hats also provide specified levels of protection for impact and penetration to the side of the head. Three class designations indicate the degree to which a hard hat protects the wearer from electrical current. ANSI-compliant hard hats must also meet flammability criteria.
In addition to meeting manufacturing specifications, hard hats must be properly cared for to ensure their continuing effectiveness. One requirement for ANSI approval is that an instruction booklet be supplied with each hard hat, explaining how to care for the helmet, how to inspect it for signs of damage, and how to make certain it fits correctly. Even with proper care and no damaging impacts, a hard hat should be replaced after five years of use.
History
The steel helmet Edward Bullard brought home from World War I was more than a souvenir. His doughboy headgear was the inspiration for a revolution in industrial safety. For 20 years, Bullard's father had been selling equipment to gold and copper miners. The miners, who wore hats similar to modern baseball caps with shellacked hard-leather brims, needed more protection from falling objects. In 1919, Bullard patented a "hard-boiled hat" that was made by using steam to impregnate canvas with resin, gluing several layers together, and vamishing the molded shape. That same year, the United States Navy asked the Bullard Company to develop some sort of head protection for shipyard workers, and hard hat usage began to spread. Bullard soon developed an internal suspension system to make the hard-boiled hat more effective.
In 1933, construction began on San Francisco's Golden Gate Bridge. The project's chief engineer, Joseph Strauss, was committed to making the workplace as safe as possible. He installed safety nets, an innovation that saved 19 lives on the project. And he became the first supervisor to require workers to wear hard hats. Cooperating with Strauss to meet workplace needs, Bullard designed a special hard hat for sandblasters to use; it covered their faces, provided a window for vision, and used a pumping system to bring fresh air into the enclosure. Aluminum hard hats were introduced in 1938, providing improved durability with lighter weight, although they could not be used where electrical insulation was important. During the 1940s, fiberglass became popular for hard hats, only to be largely replaced by thermoplastics (plastics that become soft and easy to shape when heated) a decade later.
A change in ANSI testing procedures in 1997 opened the door to development of a hard hat with ventilation holes to keep the wearer's head cooler. The first ventilated hats were produced in the United States the following year. During the late 1990s, manufacturers sought to make hard hats more attractive by decorating them with sports team logos. One company even produced an ANSI-approved model shaped like a cowboy hat.
Accessories for hard hats are becoming more sophisticated. Common accessories include transparent face shields, sun visors, sound-muffling ear covers, and perspiration-absorbing cloth liners. Recent innovations have taken a high-tech tum, introducing such attachments as pagers, AM-FM radios, and walkie-talkies. A digital package introduced in 1997 links a hat-top camcorder camera to a handheld computer, and provides a visor-mounted viewing screen.
Raw Materials
Depending on the intended use and the manufacturer, modern hard hat shells may be made of a thermoplastic such as polyethylene or polycarbonate resin, or of other materials like fiberglass, resin-impregnated textiles, or aluminum. Because it is strong, lightweight, easy to mold, and nonconductive to electricity, high-density polyethylene (HDPE) is used in most industrial hard hats. The suspension system for industrial hard hats consists of strips of woven nylon webbing and bands of molded HDPE, nylon, or vinyl. Together with the strap suspension system, most Type II hard hats use a foam liner made of expanded polystyrene (EPS).
Brow pads attached to the front of the helmet's headband increase comfort for the wearer. Various materials are used for brow pads, including foam-backed vinyl, foam-backed cotton terry cloth, and specialty fibers (e.g., CoolMax or Sportek) designed for sweat absorption in athletic clothing and accessories.
The Manufacturing Process
The following description of the production of Type I industrial hard hats is based largely on the manufacturing techniques of one major manufacturer. However, some details have been expanded to include variations used by other manufacturers.
The shell
- The appropriate shell mold for the model being produced is selected. After adjusting a date-of-manufacture dial inside the mold, the form is positioned in an injection molding press. Electric lines are connected to the mold, as are lines carrying chilled water that will cool the mold.
- High-density polyethylene pellets are pulled from a supply hopper by a vacuum system. Pellets of colorant are drawn from another supply hopper and mixed with the HDPE pellets in a ratio of 4% to 96%. The vacuum system then transfers the pellet mixture into the injection molding press.
- Within the press, the pellets are heated to melt them. The molten plastic is injected into the mold to form the hard hat shell. The press opens the mold and ejects the shell onto a conveyor belt.
- A worker picks the shell up and cuts off the sprue (a lump formed where the molten plastic entered the mold). The worker glues a label inside the shell; the label identifies the manufacturer and the appropriate ANSI type and class designations. The suspension system.
-
Component parts of the suspension system are produced. Injection molding
machines form headbands, plastic "keys" that will be used
to attach the suspension system to the shell, and nylon strips and gears
for the ratchet mechanism that will allow head-band size adjustment to
fit the hard hat user. Nylon webbing (0.75-1 in [1.9-2.5 cm]
wide) from large spools is fed into a cutting machine that produces strips of the appropriate length (approximately 15 in [38 cm]). A die-cutting machine produces browpads.
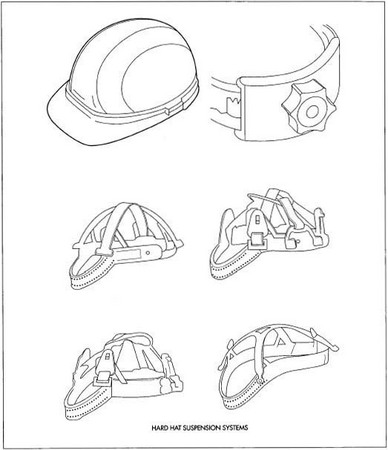 Different types of hard hat suspension systems help to lessen the consequences of a blow to the head by distributing the force of it over a broader area.
Different types of hard hat suspension systems help to lessen the consequences of a blow to the head by distributing the force of it over a broader area. - A worker threads one end of a webbing strap through a slot in the end of a key. The worker folds the strap end back and sews it to the strap with a buttonhole machine, securing the key in a loop of the strap. The same process is repeated on the other end of the strap.
- Depending on the model being produced, the appropriate number (4, 6, or 8) of nylon straps is arranged in a star pattern on a holding fixture, and they are secured to each other by a line of stitching at the crossover point. Alternatively, they may be threaded through a slotted, circular pad (called a crown cushion) that will rest on top of the user's head.
- A worker inserts both ends of the head-band strip into the ratchet mechanism.
- A worker attaches a browpad to the front of the headband by folding its tabs over the headband and hooking slots in the browpad over nodules protruding from the head-band.
- A worker attaches webbing strips to th e headband by mating slots on the keys with nodules on the headband. On a six-point suspension system, only four keys are attached to the headband; the other two keys will attach only to the hard hat shell.
- An instruction booklet and the suspension assembly are placed inside the hat, and these components are placed into a plastic bag and a box for shipment. After purchase, the user will attach the suspension to the shell by sliding the keys into slots.
Quality Control
A sample of hard hats from each batch or production shift is set aside for testing according to the ANSI criteria. Some samples are cooled to 0°F (-18°C) for a two-hour period prior to testing, and others are heated to 120°F (49°C) for two hours before testing. The Type I impact test involves dropping an 8-lb (3.6 kg) steel ball from a height of 5 ft (1.5 m) on the top of the hat as it sits on a head form; no more than 1,000 lb (4,400 N) of peak force can be transmitted to the head form, and no more than 850 lb (4,000 N) of average force can be transmitted. The Type I penetration test involves dropping a 2.2-lb (1-kg) pointed steel penetrator with a 60 angle on the top of the hat from a distance of 8 ft (2.4 m); it must not make contact with the head form. In addition, Type II impact and penetration tests involve dropping helmeted head forms onto steel anvils and pointed steel penetrators.
Under earlier ANSI standards, electrical conductivity was tested by measuring current in bodies of water inside and outside the hat. Since 1997, the test has been performed using metal foil on opposite surfaces. The conductivity test is performed on a sample that has already withstood the impact test. The most rigorous criterion (for the highest class designation) requires the hat to with-stand 20,000 volts for three minutes with no more than nine milliamps of current leakage, followed by exposure to 30,000 volts with no burn-through permitted. For the flammability test, a hard hat is positioned on a head form and exposed to a 1,550°F (843°C) flame for five seconds. There must be no visible flame on the helmet five seconds after removal of the test flame.
The Future
Manufacturing techniques will be refined, perhaps incorporating a greater degree of automation if efficient machines can be designed. Helmet design changes, such as elimination of the need for sewing the suspension straps, may contribute to this effort.
Manufacturers hope to find new materials that have better qualities. In addition to strength and low weight, they look for resistance to heat, chemicals, and ultraviolet radiation.
Where to Learn More
Periodicals
Cravens, Catherine P. "Let Protection Go to Your Head." Occupational Health & Safety (March 1998): 40 ff.
"High-Tech Hard Hats."The Futurist (May/June 1997): 11.
Meade, Vicki. "Heads Up: What's New in Protective Gear." Occupational Health & Safety (July 1995): 33 ff.
Other
"ANSI-Z89.1-1997 Standard Highlights." Custom Hard Hats. http://www.customhardhats.com/ansi.html (March 8, 2000).
"History of the Hardhat." Bullard Company. 1998. http://www.bullard.com/companyInfo/hardHatHistory.html (March 27, 2000).
— Loretta Hall